
Voxelab AquilaにBL-Touch若しくは3D-Touchと呼ばれるセンサーをノズルの横に追加することでベッドのレベル調整ネジを回して調整しなくとも、印刷前にセンサーでベッドの高さ測定を行い、Z値にオフセットすることで自動でレベル調整することができます。必要な部品とソフトウェア、カスタマイズ方法について解説します。
オートレベリング化する前に基盤のモデルを確認

Voxelab公式からBL-Touchを接続してオートレベリングできるファームウェアがダウンロードできますが、バグが多くZオフセットが反省されなかったり、レベル測定できなかったり問題があります。そのため、公式外のカスタムファームウェアを使うことになります。2022年5月現在、「H32」基盤のBL-Touchカスタムファームウェアはベータ版となり、若干のバグがあります。Aquila本体のシールに「G32」若しくは「N32」の記載がある場合はカスタムファームウェアのバグは報告されていません。
準備するもの
BL-Touch (3D-Touch)
BL-Touchが本家、3D-Touchはコピー品ですが両方共寸法や検出精度、見た目まで全く一緒です。
コピー品の3D-Touchの方が価格が安いです。


BL-Touch (3D-Touch)の取り付けブラケット
BL-Touchに付属していない場合は3Dプリントして事前に作っておきます。

このブラケットを印刷して使う場合はM4×8のネジが4本、ナット2個が必要です。
BL-Touch をAquilaに取り付ける
配線作業

配線を通すために赤丸のネジ1本を外して、ファンカバーを取り外します。

本体を倒して、基盤のある背面カバーを取り外し、配線を固定している結束バンドを切り離しておきます。

BL-Touchの配線を沿わせて結束バンドで留めても良いのですが、見栄えが悪いので保護材の中を通します。
ノズル側から基盤側へ保護材の中にフィラメントを通し、

こんな感じで配線を通す向きに合わせて、ビニルテープでグルグル巻きにします。

ビニルテープを巻いたら、フィラメントを引き戻して配線を基盤側からノズル方向へ保護材の中を通しました。

BL-Touchと通した配線を接続します。

接続部分が保護材の中に入るので簡単に抜けないよう、ビニルテープで巻いておきます。

基盤側の接続は画像コネクターへ順番通り(茶、橙、黄、黒、白)配線色を接続します。
接続できたら、結束バンドで整線して配線作業完了!
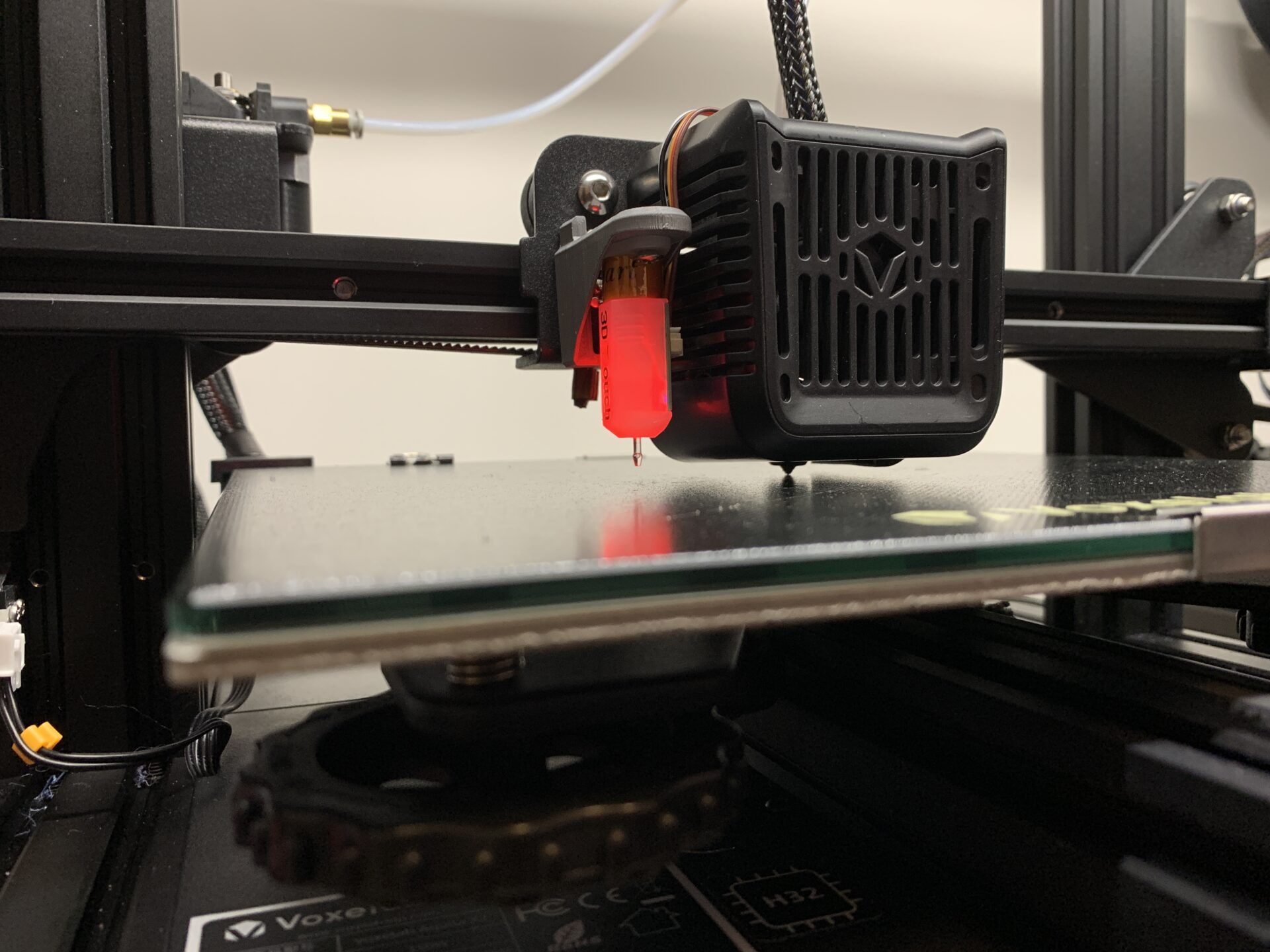
BL-Touch ブラケット取り付け

3DプリントしたブラケットにBL-Touchを取り付けました。


M4のナットがなかったので、穴あき六角形をFusion360で書いて、印刷してタップを立てて作りました。
結構がっちり止まるので、他の用途でも同じ技が使えるかも。。。

BL-Touch公式よりプローブが引っ込んだ状態でプローブ先端からノズル先端が2.3mm〜4.3mmが指定されていますので取り付け高さを調整します。プローブが伸びて、ベッド表面に当たって高さ検出する位置とプローブが引っ込んでいる位置の間にノズル先端が来る高さです。
Z軸のマイクロスイッチは取り外す

元々付いていたZ軸の原位置マイクロスイッチは不要になるので、取り外すか六角ネジを緩めて一番下へズラして配線を抜いておきます。
カスタムファームウェアをインストール
Voxelab公式でもBL-Touch用ファームウェアがリリースされていますが、バグが多く使い物になりません。
GitHubのカスタムファームウェアを使用すればバグも少なく、使い勝手良く、画面のデザインもカッコよくなるのでオススメです。
もちろん問題があれば公式のファームウェアを入れ直せば元通りに戻せます。
カスタムファームウェアについてはこちら。
-

-
Voxelab Aquila用カスタムファームウェアインストール
Voxelab Aquilaの純正ファームウェアでも問題なく印刷はできますが、海外の有志の方が多機能で操作性良く、画面のデザインもカッコよくなるカスタムファームウェアを公開しています。GitHubで公開されているalexqzdさんのカスタム ...
続きを見る
インストール方法についてはこちら。
-

-
Voxelab Aquilaのファームウェア更新インストール方法
Voxelab Aquilaはオープソースの3Dプリンターです。サードパーティのカスタマイズされたファームウェアソフトや公式からも更新版とBLtouchを追加し使用できるオートレベリング機能が追加されたバージョンが公開されています。ファーム ...
続きを見る
私の機種はH32基盤なのでH32向け本体ファームウェアの「BLTouch-4x4-HS-H32.bin」(メッシュデータ16点高速)をインストール。
ディスプレイパネル側のファームウェアデータが見当たらなかったので記事で紹介したG32,N32基盤用の最新版をインストールして問題なく使用できました。
自動でレベル調整(オートレベリング)するには
メッシュデータの測定方法


ホーム画面から「Level」→「Create New Mesh」を選択するとBL-Touchでのレベル測定が開始します。

今回カスタムファームウェアを4×4の16点メッシュデータを取得するタイプにしたので、16点測定されました。もっと3×3や5×5など取得するメッシュデータをファームウェア毎に選べます。


オートレベリングが完了するとデータを保存しますか?という画面が出るので「Confirm」をクリックし保存します。

ホーム画面から「Level」→「Mesh Viewer」で測定したメッシュデータを見ることができます。
Z Offset


ホーム画面から「Prepare」→「Z Offset」と選択し、Z軸のオフセット値を調整します。
「Z Offset」の値を変更するか、「Microstep Up」、「Microstep Down」をクリックしてノズル先端とベッド間がA4用紙一枚程度の隙になるように調整

調整ができたら「SAVE」して完了です。
これで印刷できます。
3Dモデル印刷前に自動でオートレベングする
スライサーのStart G-codeに記述を追加することで、3Dモデルの印刷する操作した後にオートレベリングしてから印刷することができます。
「G28」の原点出しコードの次に「G29」オートレベリングのコードを記述するだけです。
私はスライサーにUltimaker Curaを使っており、CuraのStart G-codeの設定方法は以下記事で紹介しています。
-

-
Curaのおすすめ設定 : Start, End G-code
Ultimaker CuraでStart G-codeとEnd G-codeの設定を行うことで、ベットとノズルを同時に予熱したり、3Dプリンターからビープ音を印刷の前後で鳴らしたりする設定を追加できます。海外サイトからの情報を元に私が普段使 ...
続きを見る
筆者が設定したStart G-codeがこちら
ノズルとベッドの予熱中にオートレベリングができます。既設のStart G-codeを全て削除してコピーペーストで設定してください。
Start G-code
; Custom Start G-code
;------------------------------------------
;*** Start Dual Nozzle/Bed Preheating ***
M140 S{material_bed_temperature_layer_0} ; start preheating the bed
M104 S{material_print_temperature_layer_0} T0 ; start preheating hotend
G28 ; Home all axes
G29 ; Auto bed-level (BL-Touch)
M190 S{material_bed_temperature_layer_0} ; heat to Cura Bed setting
M109 S{material_print_temperature_layer_0} T0 ; heat to Cura Hotend
;*** End Preheating ***
;-------------------------------------------------
;*** Single Print Start Tone
M300 S1000 P500 ; chirp to indicate starting to print
;*** End Single Start Tone
;--------------------------------------------
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position
G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line
G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little
G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line
G92 E0 ; Reset Extruder
G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed
G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish