
FDM(熱溶解方式)の3Dプリンターで印刷失敗する原因の多くが印刷した1層目がプラットフォームから剝がれてしまう問題によるものだと思います。
印刷は時間がかかるので、夜寝ている間に剥がれてしまい、朝起きたらフィラメントがぐちゃぐちゃなってる状況は3Dプリンターユーザーなら誰しも経験するのではないでしょうか?
時間もフィラメントも無駄になってしまうので、私が使っている3Dプリンター(Ender-3)とスライサー(Ultimaker Cura)でこの印刷物が剥がれてしまう問題にどう対処したかをまとめました。
ベッド(プラットフォーム)のレベル調整

ノズルとベッド間の隙間が大きいとフィラメントが定着しません。
若干、隙間を狭く調整してみてください。
画像は紙を1枚挟んでいますが、私は普段ベッドのレベル調整する際は紙は使わず、ライトを当ててベッドとノズル間の隙間を目視で調整しています。
Ender-3シリーズ、CR-10、Aquila等の機種で以下のg-codeをSDカードに入れて、プリントする操作をすると自動でダイヤルのクリック毎に四方に移動してくれるので便利です。
-

-
3Dプリンターベッドのレベル調整を半自動、テストプリントする方法
FDM(熱溶解積層方式)の3Dプリンターでキレイに、印刷物が印刷中にベッドから剥がれる失敗無く印刷するためにはベッドのレベル調整が重要です。筆者が所有しているCreality Ender3やVoxalab Aquilaなど門型タイプの安価な ...
続きを見る
ベッド(プラットフォーム)を拭き掃除


ベッドに手垢が付いていたりすると定着しにくいです。
アルコールや除菌シート、パーツクリーナー等で脱脂+拭き掃除してあげてみてください。
以前、PETGのフィラメントで印刷、剥がれてしまったときに設定変更やレベル調整なしにアルコールでベッドを拭くだけで解決しました。(ガラス製ベッドを使用しています。)
以降、なるべくアルコールでベッドを拭いてあげるようにしています。
特に接地面積の広いモデルを印刷する場合は事前にアルコールで拭いておくと角や端っこが浮いてくるのを防ぐことができます。
スライサー(Ultimaker Cura)の設定調整
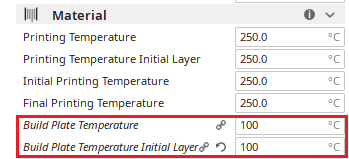
ベッドの温度設定
フィラメントは冷めると収縮するのでその影響で剥がれてしまうことがあります。
特にABSとPETGがこの影響が大きく、ベッドの温度設定を上げることで解決できるかもしれません。
素材別で適切な温度が異なります。
Build Plate Temperature :通常印刷時のベッド温度
Build Plate Temperature Initial Layer:一層目印刷時のベッド温度
素材別推奨ベッド温度(おおよそ)
PLA 50℃~70℃
ABS 80℃~110℃
PETG 50℃~100℃
TPU 30℃~60℃
1層目の印刷スピード調整

一層目を印刷するときのスピードを遅めることで、ベッドへの定着が改善できます。
Speed⤵
Initial Layer Speed :一層目の印刷速度
過去に試してみて、剝がれてしまう場合は大体10.0~15.0mm/sが良さそうな感じでした。
ベッドへの接着力を上げる設定(Build Plate Adhesion)
Brim
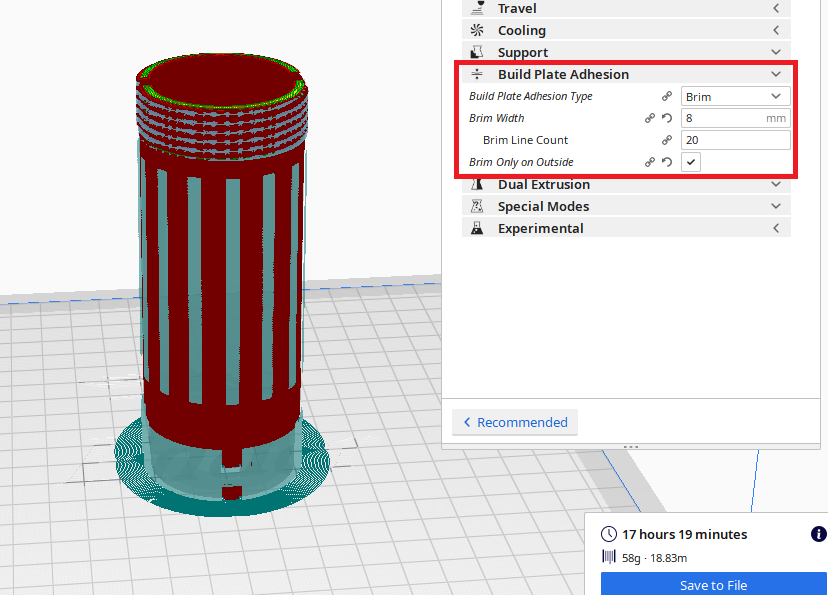
Brimは画像のように1層目を広く印刷して、ベッドへの定着をよくするものです。
Brim(ブリム)は縁、端、鍔という意味。
Build Plate Adhesion⤵
Build Plate Adhesion Type : Brimを選択
Brim Width:印刷するBrimの幅を設定
Brim Line Count:Brim Widthで自動入力されます
Brim Only Outside:チェックを入れると外側のみBrimを印刷、チェックを外すと内側にもBrimを印刷(内側に空洞がある場合)
Raft

Raft(ラフト)はいかだという意味。
Raftは印刷物の下にフィラメントで4層のいかだを作ってから印刷します。
Build Plate Adhesion⤵
Build Plate Adhesion Type : Raftを選択
Brimと違って印刷物の底面がベッドに当たらず、フィラメントで作ったいかだの上に印刷されるので底面がキレイに印刷されないのが難点ですが、Brimよりベッドへの接着力が強いです。
私はBrimで設定してもベッドから剥がれてしまい上手くいかないものや、画像のように縦長でベッドへの接地面積が少ない物、小さい部品等を印刷するときにRaftを使うようにしています。
手動でサポート材を追加する(Custom Supports プラグイン)

画像は自分でデザインしたライトセイバーのグリップ部分ですが、半円形状でベッドへの接地面積が少なく高さのあるモデルなのでRaftを使用しても印刷中に剥がれて倒れてしまう状態でした。
そこで、Raftと手動でサポート材が追加できるCustom Supportsプラグインを使って無事に剥がれず印刷することができました。
Custom Supportsプラグインのインストール方法
1.Ultimaker Cura を起動, 右上の[Marketplace]をクリック

2.プラグインから[Custom Supports]をクリック

3.[Install]をクリック
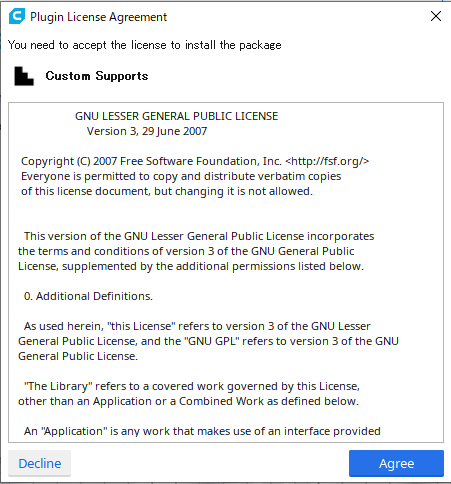
4.[Agree]で同意

5.インストール完了!
[Quit Ultimaker Cura]で再起動させる
Custom Supportsプラグインの使い方

プラグインをインストールしCuraを再起動した後にSTLファイルを読み込み。モデルをクリックで選択すると右端に画像の階段のようなアイコンが追加されます。
階段アイコンを選択した画面を順番に説明すると
Use Cube:四角いサポート材を使用
Use Cylinder:円筒状のサポート材を使用
Donate to the plugin developer:プラグイン開発者に募金
Drop to build plate:ベッドへ底面を落とす
Wider base:Baseに入力したサイズにサポート材を台形形、三角円筒形にする
階段アイコンを選択してモデルをクリックするとその位置にサポート材が追加できます。
その他、印刷物の剥がれ防止小技
ベッド(プラットフォーム)にスティックのりを塗る

印刷前にベッドにスティックのりを塗って接着させる方法がありますが、ベタベタになってゴミやほこりが付着するのが難点です。3Dプリンターの製品によっては付属品としてスティックのりが付いてくるものもあります。
プラットフォームシートを使う

3Mから3Dプリント用のプラットフォームシートという製品があります。
このシートの上に印刷して印刷物の剥がれ防止、印刷後の底面がつるつるになるです。
このシートの代わりに、ベッドにマスキングテープや粘着テープ小技もあるみたいです。
私は使ったことがありませんが。。。
ベッドの表面を紙ヤスリで削る
ベッドの表面を紙やすりで削って、表面を荒くすることで定着しやすくなるとの情報もあります。
ガラスベッドがおすすめ!

Ender-3でガラスベッドが付属していないモデルがあります。持っていない方はガラスベッドを使うことをお勧めします。印刷前にアルコールで拭くことで定着も良くなります。底面がキレイに印刷できてレベル調整もやりやすいです。